焊接部位修补后的耐蚀性
焊接部位进行适当的修补涂装后,可以使 该部位具有良好的耐蚀性。
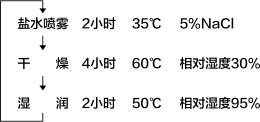
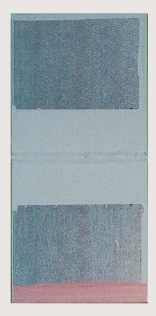
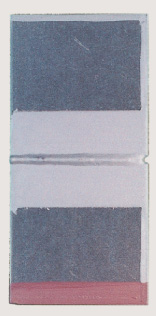
修补涂装部位的复合循环腐蚀试验后的外观
板厚:2.3mm,镀层附着量:85/85 g/m2



涂料:Zn类


涂料:Zn-Al类

样品焊接方法
涂装方法
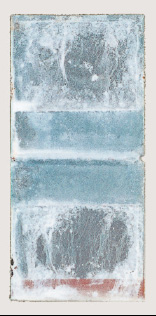
试验条件
JASO M609-91