1. 溶接機
一般的な市販の溶接機で溶接が可能です。スパッタを低減できるインバータ制御の溶接機がメーカーで開発されていますので、これらを適用することで溶接環境は改善されます。
2. 溶接ワイヤー
通常の軟鋼、構造材用のワイヤーが適用可能です。スパッタ、ブローホール、ピット等の改善のためには、亜鉛めっき用に開発されたワイヤーを使用してください。以下に推奨ワイヤーの例を示します。
3. シールドガス
JIS K 1106に規定される3種炭酸ガスを用います。(パルス電流とAr+20%CO₂ガスの組み合わせを使うと、さらにスパッタが低減される傾向にあります。)
4. 溶接電流、電圧
熱・冷延鋼板と同一の溶接速度で溶接する場合、めっきの蒸発に熱が奪われるため、溶接入熱を熱・冷延鋼板に比べて、若干高めにします。(電流で5〜10%程度)
5. 溶接速度
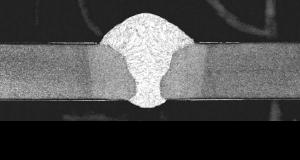
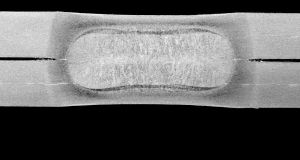
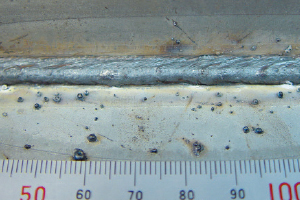
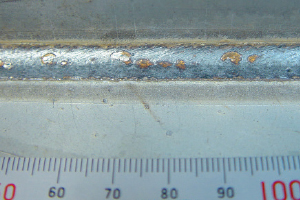
ブローホール、ピット等の欠陥が発生する場合には、溶接速度を熱・冷延鋼板に比べて低く設定してください。発生する亜鉛蒸気を溶融プール表面から放出させながら進むイメージで溶接を行うと、良好なビードとなります。
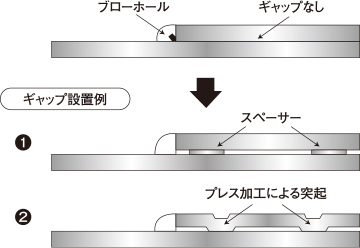
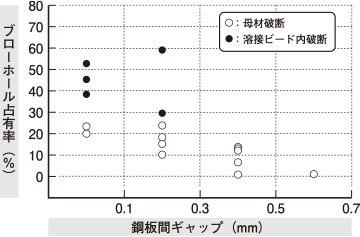
6. ギャップの設置
重ねすみ肉溶接の場合、ブローホール、ピット等の溶接欠陥が多発します。これを防止するためには、鋼板間にギャップを設けることが効果的です。ギャップとしては0.6mm以上設けると欠陥は大幅に減少します。
母材鋼種400N級に対する推奨ワイヤー
|
推奨溶接ワイヤー(シールドガス:炭酸ガス) |
| 汎用ワイヤー |
日鉄溶接工業:YM28、大同特殊鋼:DS1A等(YGW12相当) |
| めっき鋼板用ワイヤー |
日鉄溶接工業:YM28Z(G49A0C0) |
| フラックス入りワイヤー |
日鉄溶接工業:SM-1(T49J0T15-0CA-G-UH5)、SM-1F(T49J0TI-0CA-UH5) |
高耐食めっき鋼板用
フラックス入りワイヤー |
日鉄溶接工業:SF-309SD、FC-309SD |
●400N級以外の鋼材用ワイヤーについては別途お問合せください。